欧姆龙用电铸法量产连接器触点,实现冲压无法完成的微细加工
新闻事件:

- 欧姆龙一项新技术
- 微细形状的连接器触点能够实现量产
开发出了一项新技术,使得传统冲压加工无法实现的微细形状的连接器触点能够实现量产(图1)。新采用的加工方法是电气铸造(电铸)法,在母模上采用电镀法使金属析出并脱模,然后取出部件。欧姆龙表示,“这是全球首次采用电铸法量产微细触点”。两产品已配备于欧姆龙的消费类连接器主力产品FPC(Flexible Printed Circuits)连接器中,此外还被用于手机的电池连接器中。 传统技术成为突破口
电铸并不是一项新技术。这项技术开发于19世纪30年代,近年广泛用于制造光盘模片的“模具”,以及接触探针销(Contact Probe Pin)和喷墨喷嘴(Inkjet Nozzle)等“部件”。此次开发的焦点是,史无先例地在连接器触点中采用电铸,由此“实现了不可能完成的加工”。
采用传统的冲压加工制造连接器触点时,存在三大问题。①切削加工时,如果板宽小于板厚则无法切削;②弯曲加工时,如果R(曲率半径)小于板厚2倍以上,就无法弯曲;③实施切削加工后,会形成小毛刺*1。尤其是①和②妨碍触点实现小型化和高性能化。由于触点是与其他器件相互接触的部分,因此要求具有弹性*2。要想在狭窄空间内提高弹性,就需要减小板宽、降低加工R。
*1:会损伤与触点接触的其他器件。
*2:例如,手机大幅度摇晃或落下时,电池也会在手机内部大幅晃动。这就是通信瞬间中断的原因。提高触点弹性可以降低瞬间中断现象。
采用电铸可以形成如图2的微细形状。除了可以将部件的板宽降至板厚的1/3以外,还可以将加工R减至0.04mm。同时,每个表面都很光滑。
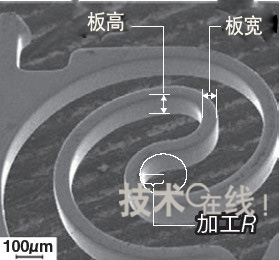
图2:电铸触点的微细形状
难以通过冲压加工实现的形状。电铸法可以将板宽降至板厚的1/3,将加工R降至最小0.04mm
此外,电铸在生产上也具有优势。冲压加工需要昂贵且生产周期较长的模具,而电铸则不需要。欧姆龙表示,“采用冲压加工的话,模具制作需要一个月左右的时间。而电铸只需约一周时间就可以进入量产”。不过,由于电铸并不是一项新技术,因此其他公司很容易效仿。关于这一点,欧姆龙表示“即使生产出试制品,也不容易进行量产”。欧姆龙没有公布具体的量产方式,不过根据部件样品构想的大致生产流程如图3所示。(记者:池松 由香)

图3:根据公开信息设想的电铸触点的大致生产流程
新闻发布会会场展上出了正在制造的部件样品。像卷到卷(Reel to Reel)的电镀产品一样连接在一起。
关键字:欧姆龙 连接器 冲压 本文链接:http://www.cntronics.com/public/art/artinfo/id/80012110